Js14 допуск что это значит
Числовые значения предельных отклонений размеров отверстий для предпочтительных полей допусков указаны в таблице 7, размеров валов — в таблице 8.
При соединении двух деталей образуется посадка, определяемая разностью их размеров до сборки, т. е. величиной получающихся зазоров или натягов в соединении. Посадка характеризует свободу относительного перемещения соединяемых деталей или степень сопротивления их взаимному смещению.
Различают посадки с зазором, с натягом и переходные, когда возможно получение как зазора, так и натяга.
Зазор — разность размеров отверстия и вала, если размер отверстия больше размеров вала. Натяг — разность размеров и отверстия до сборки, если размер вала больше размера отверстия.
Посадки должны назначаться предпочтительно в системе отверстия. Систему вала следует применять только в тех случаях, когда это оправдано конструктивными или экономическими условиями, например для получения разных посадок у нескольких деталей с отверстиями на одном гладком валу.
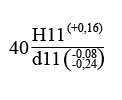
Обозначение посадки образуется сочетанием обозначений полей допусков соединяемых отверстия и вала, которое указывают после номинального размера соединяемых элементов, начиная с отверстия, по типу:

Пример обозначения посадки в системе отверстия:
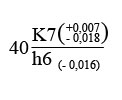
Пример обозначения посадки в системе вала:
| Интервал размеров, мм | Предпочтительные поля допусков | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| H7 | J s 7 | K7 | N7 | P7 | F8 | H8 | E9 | H9 | H11 | |
| Предельные отклонения, мкм | ||||||||||
| от 1 до 3 | +10 0 | +5 -5 | 0 -10 | -4 -14 | -6 -16 | +20 +6 | +14 0 | +39 +14 | +25 0 | +60 0 |
| Св. 3 до 6 | +12 0 | +6 -6 | +3 -9 | -4 -16 | -8 -20 | +28 +10 | +18 0 | +50 +20 | +30 0 | +75 0 |
| Св. 6 до 10 | +15 0 | +7 -7 | +5 -10 | -4 -19 | -9 -24 | +35 +13 | +22 0 | +61 +25 | +36 0 | +90 0 |
| Св. 10 до 18 | +18 0 | +9 -9 | +6 -12 | -5 -23 | -11 -29 | +43 +16 | +27 0 | +75 +32 | +43 0 | +110 0 |
| Св. 18 до 30 | +21 0 | +10 -10 | +6 -15 | -7 -28 | -14 -35 | +53 +20 | +33 0 | +92 +40 | +52 0 | +130 0 |
| Св. 30 до 50 | +25 0 | +12 -12 | +7 -18 | -8 -33 | -17 -42 | +64 +25 | +39 0 | +112 +50 | +62 0 | +160 0 |
| Св. 50 до 80 | +30 0 | +15 -15 | +9 -21 | -9 -39 | -21 -51 | +76 +30 | +46 0 | +134 +60 | +74 0 | +190 0 |
| Св. 80 до 120 | +35 0 | +17 -17 | +10 -25 | -10 -45 | -24 -59 | +90 +36 | +54 0 | +159 +72 | +87 0 | +220 0 |
| Св. 120 до 180 | +40 0 | +20 -20 | +12 -28 | -12 -52 | -28 -68 | +106 +43 | +63 0 | +185 +85 | +100 0 | +250 0 |
| Св. 180 до 250 | +46 0 | +23 -23 | +13 -33 | -14 -60 | -33 -79 | +122 +50 | +72 0 | +215 +100 | +115 0 | +290 0 |
| Св. 250 до 315 | +52 0 | +26 -26 | +16 -36 | -14 -66 | -36 -88 | +137 +56 | +81 0 | +240 +110 | +130 0 | +320 0 |
| Св. 315 до 400 | +57 0 | +28 -28 | +17 -40 | -16 -73 | -41 -98 | +151 +62 | +89 0 | +265 +125 | +140 0 | +360 0 |
| Св. 400 до 500 | +63 0 | +31 -31 | +18 -45 | -17 -80 | -45 -108 | +165 +68 | +97 0 | +290 +135 | +155 0 | +400 0 |
| Интервал размеров, мм | предпочтительные поля допусков | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| g6 | h6 | js6 | k6 | n6 | p6 | r6 | s6 | f7 | h7 | e8 | h8 | d9 | h9 | d11 | h11 | |
| Предельные отклонения, мкм | ||||||||||||||||
| от 1 до 3 | -2 -8 | 0 -6 | +3 -3 | +6 0 | +10 +4 | +12 +6 | +16 +10 | +20 +14 | -6 -16 | 0 -10 | -14 -28 | 0 -14 | -20 -45 | 0 -25 | -20 -80 | 0 -60 |
| Св. 3 до 6 | -4 -12 | 0 -8 | +4 -4 | +9 +1 | +16 +8 | +20 +12 | +23 +15 | +27 +19 | -10 -22 | 0 -12 | -20 -38 | 0 -18 | -30 -60 | 0 -30 | -30 -105 | 0 -75 |
| Св. 6 до 10 | -5 -14 | 0 -9 | +4,5 -4,5 | +10 +1 | +19 +10 | +24 +15 | +28 +19 | +32 +23 | -13 -28 | 0 -15 | -25 -47 | 0 -22 | -40 -76 | 0 -36 | -40 -130 | 0 -90 |
| Св. 10 до 18 | -6 -17 | 0 -11 | +5,5 -5,5 | +12 +1 | +23 +12 | +29 +18 | +34 +23 | +39 +28 | -16 -34 | 0 -18 | -32 -59 | 0 -27 | -50 -93 | 0 -43 | -50 -160 | 0 -110 |
| Св. 18 до 30 | -7 -20 | 0 -13 | +6,5 -6,5 | +15 +2 | +28 +15 | +35 +22 | +41 +28 | +48 +35 | -20 -41 | 0 -21 | -40 -73 | 0 -33 | -65 -117 | 0 -52 | -65 -195 | 0 -130 |
| Св. 30 до 50 | -9 -25 | 0 -16 | +8,0 -8,0 | +18 +2 | +33 +17 | +42 +26 | +50 +34 | +59 +43 | -25 -50 | 0 -25 | -50 -89 | 0 -39 | -80 -142 | 0 -62 | -80 -240 | 0 -160 |
| Св. 50 до 65 | -10 -29 | 0 -19 | +9,5 -9,5 | +21 +2 | +39 +20 | +51 +32 | +60 +41 | +72 +53 | -30 -60 | 0 -30 | -60 -106 | 0 -46 | -100 -174 | 0 -74 | -100 -290 | 0 -190 |
| Св. 65 до 80 | +62 +43 | +78 +59 | ||||||||||||||
| Св. 80 до 100 | -12 -34 | 0 -22 | +11 -11 | +25 +3 | +45 +23 | +59 +37 | +73 +51 | +93 +71 | -36 -71 | 0 -35 | -72 -126 | 0 -54 | -120 -207 | 0 -87 | -120 -340 | 0 -220 |
| Св. 100 до 120 | +76 +54 | +101 +79 | ||||||||||||||
| Св. 120 до 140 | -14 -39 | 0 -25 | +12,5 -12,5 | +28 +3 | +52 +27 | +68 +43 | +88 +63 | +117 +92 | -43 -83 | 0 -40 | -85 -148 | 0 -63 | -145 -245 | 0 -100 | -145 -395 | 0 -250 |
| Св. 140 до 160 | +90 +65 | +125 +100 | ||||||||||||||
| Св. 160 до 180 | +93 +68 | +133 +108 | ||||||||||||||
| Св. 180 до 200 | -14 -44 | 0 -29 | +14,5 -14,5 | +33 +4 | +60 +31 | +79 +50 | +106 +77 | +151 +122 | -50 -96 | 0 -46 | -100 -172 | 0 -72 | -170 -285 | 0 -115 | -170 -460 | 0 -290 |
| Св. 200 до 225 | +109 +80 | +159 +130 | ||||||||||||||
| Св. 225 до 250 | +113 +84 | +169 +140 | ||||||||||||||
| Св. 250 до 280 | -17 -49 | 0 -32 | +16,0 -16,0 | +36 +4 | +66 +34 | +88 +56 | +126 +94 | +190 +158 | -56 -108 | 0 -52 | -110 -191 | 0 -81 | -190 -320 | 0 -130 | -190 -510 | 0 -320 |
| Св. 280 до 315 | +130 +98 | +202 +170 | ||||||||||||||
| Св. 315 до 355 | -18 -54 | 0 -36 | +18,0 -18,0 | +40 +4 | +73 +37 | +98 +62 | +144 +108 | +226 +190 | -62 -119 | 0 -57 | -125 -214 | 0 -89 | -210 -350 | 0 -140 | -210 -570 | 0 -360 |
| Св. 355 до 400 | +150 +114 | +244 +208 | ||||||||||||||
| Св. 400 до 450 | -20 -60 | 0 -40 | +20,0 -20,0 | +45 +5 | +80 +40 | +108 +68 | +166 +126 | +272 +232 | -68 -131 | 0 -63 | -135 -232 | 0 -97 | -230 -385 | 0 -155 | -230 -630 | 0 -400 |
| Св. 450 до 500 | +172 +132 | +292 +252 | ||||||||||||||
ГОСТ 25670—83 (СТ СЭВ 302—76) устанавливает предельные отклонения размеров гладких элементов деталей машин и приборов, если эти отклонения не указываются непосредственно у размеров, а оговариваются общей записью.
Неуказанные предельные отклонения линейных размеров, кроме радиусов закруглений и фасок, должны назначаться одним из двух способов:
Предельные отклонения размеров различных элементов, оговариваемые в одной общей записи, должны быть одинакового уровня точности (одного квалитета или соответствующего ему класса точности). Квалитеты 11 (при размерах менее 1 мм) и 12 соответствуют точному классу точности, квалитеты 13 и 14 — среднему, квалитеты 15 и 16 — грубому, квалитет 17 — очень грубому.
Неуказанные предельные отклонения размеров, получаемых обработкой резанием, предпочтительно назначать по квалитету 14 или среднему классу точности.
Общая запись неуказанных предельных отклонений размеров различных элементов в технических требованиях должна состоять из сочетаний, приведенных в таблице 10.
Допускается общей записью оговаривать неуказанные симметричные предельные отклонения по квалитетам ±1Т/2.
Числовые значения симметричных предельных отклонений линейных размеров по классам точности приведены в таблице 11, односторонних отклонений — в таблице 12.
Числовые значения неуказанных предельных отклонений углов приведены в таблице 13, предельных отклонений радиусов закруглений и фасок — в таблице 14. Неуказанные предельные отклонения углов, радиусов закруглений и фасок устанавливают в зависимости от квалитета или класса точности неуказанных предельных отклонений размеров (углов или линейных размеров соответственно).
Квалитеты точности, допуски и посадки. Точность осей, пальцев и штифтов.

Происхождение вопроса
В русскоязычной Википедии говорят, что: «Технология (от др.-греч. τέχνη — искусство, мастерство, умение; λόγος — «слово», «мысль», «смысл», «понятие») — совокупность методов и инструментов для достижения желаемого результата; в широком смысле — применение научного знания для решения практических задач. Технология включает в себя способы работы, её режим, последовательность действий.»
Усложнение удовлетворяющих человеческие потребности вспомогательных устройств привело к развитию технологий. Что, в свою очередь, вызвало необходимость увеличить точность изготовления соединений деталей этих устройств, а соответственно и повысить качество обработки сопрягаемых деталей.
Кстати, в начале 30-х годов ХХ века в Германии действовала собственная государственная система допусков и посадок DIN. Готовясь к объединению Европы в Третий Рейх, для создания эффективных технологических производственных цепочек, охватывающих разные части будущего Третьего Рейха, германское руководство отказывается от системы допусков и посадок на базе DIN и переходит на уже внедрённую к тому времени в европейских странах систему ISA (которая большей частью основана на общих принципах системы DIN). Это позволило Германии совершить быстрый технологический рывок с использованием объединения производственных мощностей всей Европы.
Терминология
В этой системе термины «вал» и «отверстие» условны: все детали с наружными и с внутренними присоединительными поверхностями, независимо их от формы, будь она хоть квадратной, называются валами и отверстиями соответственно.

Для определённых требований, предъявляемых к точности детали, возможное отклонение от отметки базового размера ограничили предельно приемлемой величиной. Образовавшийся промежуток между номинальной отметкой и предельной границей размера назвали «допуск«. Позже такой допуск, одно из предельных отклонений которого нулевое, назвали «основной допуск«, а отверстие или вал, имеющие такой основной допуск назвали «основным отверстием» и «основным валом«. Основное отверстие имеет нулевой наименьший предел допуска, основной вал имеет нулевой наибольший предел допуска. В самом же общем случае обе предельные границы допуска не совпадают с базовой нулевой отметкой номинального размера.
На примере значений допусков для номинальных размеров от 1 мм до 500 мм это выглядит так:
| Размер, мм | Допуск, мкм, при квалитете | ||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 01 | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | |
| До 3 | 0,3 | 0,5 | 0,8 | 1,2 | 2 | 3 | 4 | 6 | 10 | 14 | 25 | 40 | 60 | 100 | 140 | 250 | 400 | 600 | 1000 |
| 3 — 6 | 0,4 | 0,6 | 1 | 1,5 | 2,5 | 4 | 5 | 8 | 12 | 18 | 30 | 48 | 75 | 120 | 180 | 300 | 480 | 750 | 1200 |
| 6 —10 | 0,4 | 0,6 | 1 | 1,5 | 2,5 | 4 | 6 | 9 | 15 | 22 | 36 | 58 | 90 | 150 | 220 | 360 | 580 | 900 | 1500 |
| 10—18 | 0,5 | 0,8 | 1,2 | 2 | 3 | 5 | 8 | 11 | 18 | 27 | 43 | 70 | 110 | 180 | 270 | 430 | 700 | 1100 | 1800 |
| 18—30 | 0,6 | 1 | 1,5 | 2,5 | 4 | 6 | 9 | 12 | 21 | 33 | 52 | 84 | 130 | 210 | 330 | 520 | 840 | 1300 | 2100 |
| 30—50 | 0,6 | 1 | 1,5 | 2,5 | 4 | 7 | 11 | 16 | 25 | 39 | 62 | 100 | 160 | 250 | 390 | 620 | 1000 | 1600 | 2500 |
| 50—80 | 0,8 | 1,5 | 2 | 3 | 5 | 8 | 13 | 19 | 30 | 46 | 74 | 120 | 190 | 300 | 460 | 740 | 1200 | 1900 | 3000 |
| 80—120 | 1 | 1,5 | 2,5 | 4 | 6 | 10 | 15 | 22 | 35 | 54 | 87 | 140 | 220 | 350 | 540 | 870 | 1400 | 2200 | 3500 |
| 120—180 | 1,2 | 2 | 3,5 | 5 | 8 | 12 | 18 | 25 | 40 | 63 | 100 | 160 | 250 | 400 | 630 | 1000 | 1600 | 2500 | 4000 |
| 180—250 | 2 | 3 | 4,5 | 7 | 10 | 14 | 20 | 29 | 46 | 72 | 115 | 185 | 290 | 460 | 720 | 1150 | 1850 | 2900 | 4600 |
| 250—315 | 2,5 | 4 | 6 | 8 | 12 | 16 | 23 | 32 | 52 | 81 | 130 | 210 | 320 | 520 | 810 | 1300 | 2100 | 3200 | 5200 |
| 315—400 | 3 | 5 | 7 | 9 | 13 | 18 | 25 | 36 | 57 | 89 | 140 | 230 | 360 | 570 | 890 | 1400 | 2300 | 3600 | 5700 |
| 400—500 | 4 | 6 | 8 | 10 | 15 | 20 | 27 | 40 | 63 | 97 | 155 | 250 | 400 | 630 | 970 | 1550 | 2500 | 4000 | 6300 |
Сопряжения
Перейдём к рассмотрению условий сопряжения двух деталей или их частей.

Характер сопряжения называется в системе «посадкой«. Посадка определяется разностью размеров деталей или их частей до сборки.
Вариантов разности размеров два: натяг и зазор.

Система отверстия 
Отверстие изготавливают с заданным допуском согласно квалитета (на рисунке основное отклонение отверстия обозначено как Н). Необходимую посадку получают подбором степени точности и допуска вала согласно справочных данных для данного диаметра (на рисунке ряд основных отклонений вала и соответствующих им посадок, из которых необходимо выбрать, обозначены от a до z).
Поля допусков валов для образования посадок


